
 EN
ENKaixin, ett högteknologiskt företag specialiserat på forskning och utveckling, produktion och försäljning av polymerrörledningsventiler.
För närvarande har många tekniska plaster framgångsrikt applicerats på mekaniska delar och har uppnått goda resultat. Svårigheten med formsprutning av konstruktionsplaster är emellertid relativt stor, speciellt mögelnedsmutsning är benägen att uppstå. Vad är orsaken till mögelnedsmutsning efter formsprutning av teknisk plast, och hur löser man det?

1. Bildning av mögelskala
Fouling hänvisar till ett fenomen där fästen avsätts på ytan av formen (se figuren nedan). Mögelnedsmutsning uppstår vid formsprutning av nästan all termoplast. När slutproduktens funktionskrav måste blandas med relaterade tillsatser (såsom modifieringsmedel, brandskyddsmedel etc.), kommer dessa tillsatser sannolikt att stanna kvar på ytan av formhåligheten under gjutningsprocessen, vilket leder till bildandet av mögelskala.
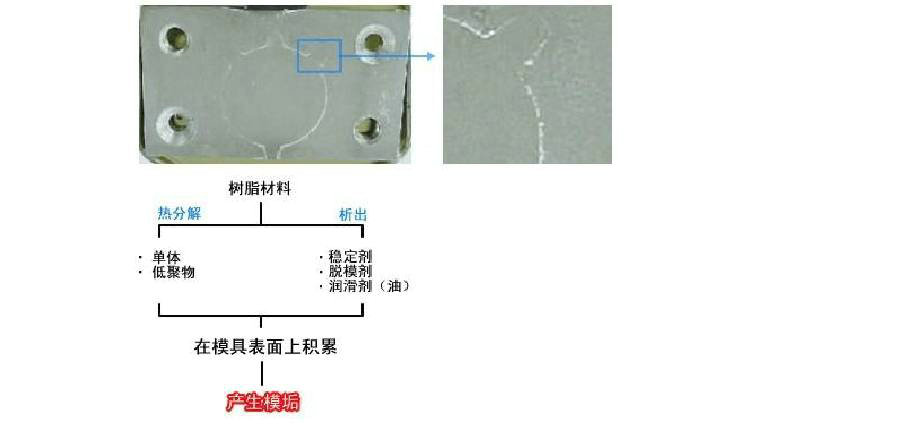
Det finns andra orsaker till bildandet av mögelskala. De vanligaste orsakerna är följande:
▶Råvarornas termiska nedbrytningsprodukter;
▶Extrem skjuvkraft av smältflöde under formsprutning;
▶Otillämpligt avgasrör;
Mögelnedsmutsningen orsakad av ovanstående är ofta en kombination av olika faktorer, och det är mycket besvärligt att ta reda på vad som orsakar mögelnedsmutsningen och hur man förhindrar det, och mögelnedsmutsningen bildas först efter några dagar.
2. Typer av mögelskala
1) Olika tillsatser ger specifika typer av mögelavlagringar. Det brandhämmande medlet kommer att reagera vid hög temperatur för att bilda nedbrytning och eventuellt producera mögelprodukter. Under inverkan av överdriven hög temperatur eller extrem skjuvkraft kommer anti-slagmedlet att separeras från polymeren och förbli på ytan av formhåligheten för att bilda mögelskala.
2) Pigmentet i den termoplastiska ingenjörsplasten smälter vid hög temperatur, vilket kommer att minska gjutmaterialets termiska stabilitet, vilket resulterar i kombinationen av nedbruten polymer och nedbrutet pigment för att bilda mögelskala.
3) Särskilt varma delar på formen (såsom formkärna), modifieringsmedel/stabilisatorer och andra tillsatser kan fastna på ytan och orsaka mögelnedsmutsning. I detta fall måste åtgärder vidtas för att uppnå bättre formtemperaturkontroll eller använda speciella stabilisatorer.
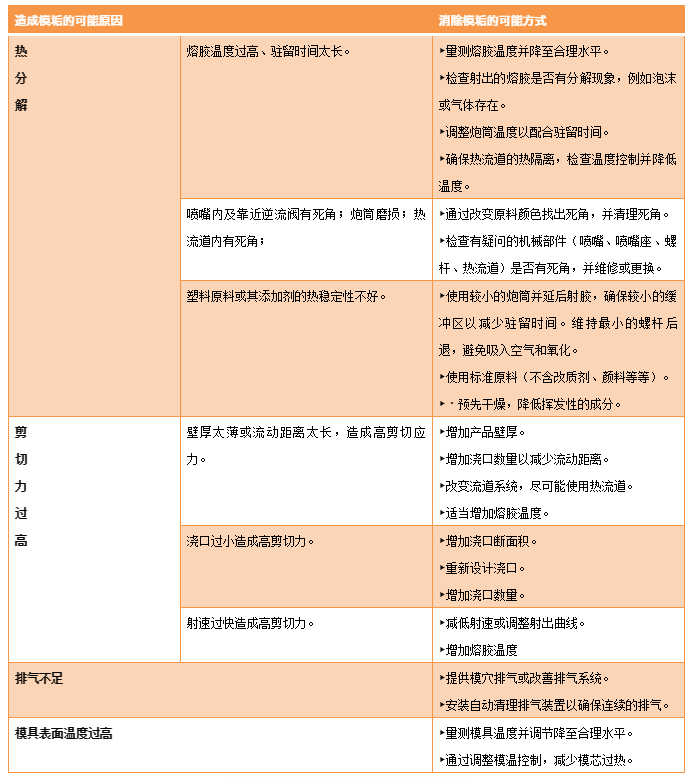
Följande tabell listar möjliga orsaker till mögelnedsmutsning och förebyggande åtgärder:
Tre, den plötsliga förekomsten av mögelpåväxt motåtgärder
Om mögelnedsmutsning uppstår plötsligt kan det bero på förändringar i formningsförhållandena eller på att olika partier av formmaterial har bytts ut. Följande förslag kan hjälpa till att förbättra mögelnedsmutsningen.
Mät först smältans temperatur och kontrollera visuellt om smältan sönderdelas (såsom brända partiklar). Kontrollera samtidigt om formmaterialen är förorenade av främmande ämnen och om samma rengöringsmedel används. Kontrollera formens avgastillstånd.
Återigen, kontrollera driftmaskinen: använd färgfärgade formningsmaterial (förutom svart), stäng av formsprutningsmaskinen efter cirka 20 minuter, ta bort munstycket och anslutningen, om möjligt, ta bort det med skruven, kontrollera om råmaterialet har brända partiklar och fortsätt med råmaterialet Färgjämförelse, ta snabbt reda på källan till mögelnedsmutsning.
Överraskande orsaker till mögelpåväxtdefekter har hittats i många fall. Denna teknik är mest lämplig för mindre formsprutningsmaskiner, med en maximal skruvdiameter på 40 mm. Elimineringen av mögelpåväxt förbättrar också klart kvaliteten på delarna vid gjutning av andra råmaterial. Ovanstående motåtgärder är även lämpliga för gjutning med varmlöparsystem.
Mögelpåväxt leder till defekter i utseendet på formsprutade delar, särskilt delar med yterosion, som kan repareras genom sandblästring med sandblästringsmaskiner.

Fyra, mögel underhåll
När mögelnedsmutsningen inte kan elimineras genom att använda alla ovanstående åtgärder, måste underhållet och underhållet av formen stärkas.
Mögelavlagringar på formytan är lättare att ta bort i det inledande skedet, så formhåligheter och avgaskanaler måste rengöras och underhållas regelbundet (till exempel efter varje sats av formtillverkning). Om formen inte underhålls och underhålls under lång tid är det mycket svårt och tidskrävande att ta bort mögelskalet efter att formen har bildat ett tjockt lager.
De sprayer som används för underhåll och underhåll av formsprutningsformar inkluderar huvudsakligen: släppmedel, rostskyddsmedel, fingerborgsolja, limfläckborttagningsmedel, mögelrengöringsmedel, etc.
Den kemiska sammansättningen av mögelskala är mycket komplex, och nya metoder måste användas och prövas för att få bort det, såsom allmänna lösningsmedel och olika speciallösningsmedel, ugnssprayer och koffeinhaltig lemonad. Ett annat märkligt sätt är att använda gummi för att rengöra modellbanor.

5. Förslag för att förhindra mögelnedsmutsning
Vid användning av varmlöpare och värmekänsliga råvaror blir smältuppehållstiden längre, vilket ökar risken för att råmaterial bryts ned och bildar mögelskala. Rengör skruven på formsprutningsmaskinen.
Större löpare och grindar används vid formning av skjuvkänsliga material. Flerpunktsgrindar kan minska flödesavståndet, sänka insprutningshastigheten och minska risken för mögelnedsmutsning.
Effektiva mögelavgaser kan minska risken för mögelnedsmutsning. Ställ in lämpligt formutblås under formkonstruktionsstadiet. Ett automatiskt avgassystem eller en avgasmetod som enkelt kan ta bort mögelavlagringar är det bästa valet. Förbättringen av avgassystemet resulterar ofta i en minskning av mögelavlagringar på formen.
Täck formhålighetens yta med en speciell non-stick beläggning för att förhindra bildning av mögelavlagringar. Tester bör utföras för att utvärdera effekten av beläggningen.
Titannitridbehandling på formens inre yta kan undvika bildning av mögelskala på formen.
Den här artikeln kommer från Internet, endast för lärande och kommunikation, inget kommersiellt syfte.















 Huvudkontor: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang-provinsen, P.R. Kina
Huvudkontor: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang-provinsen, P.R. Kina
 +86-18067123177
+86-18067123177